
活動事例
開発秘話
当社開発の製品や技術について、そのきっかけや開発過程のエピソードなどを紹介します。
「ガスタービン動翼の再生技術(BLE Process™)の開発」
- 寿命となった動翼を新品同様に再生 -
長期間の使用で寿命の尽きた超合金製の動翼(回転翼)を新品と同等の強度に戻して再使用する技術です。
火力発電所のガスタービン(図1)に使われている動翼は、超高温にも耐える超合金で作られていますが、1000℃を超える高温ガス中で使われると強度の低下が起こるため、5~10年で新しい動翼に交換しています。これまでは、取り外した動翼は廃却していました。
しかし、この動翼は大変高価なので、廃却せずに再生する研究を行い、高温・高圧力下での特殊な熱処理(HIP:Hot Isostatic Pressing)を施すことにより新品と同じ強度に再生する技術を開発しました。また、再生した翼の寿命を確認できる診断技術、運転時に生じた変形を修正する技術も開発し、動翼を捨てずに長期間使えるようになりました。
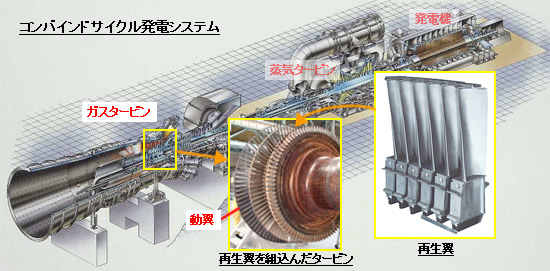
図1 コンバインドサイクル発電システム
BLE (Blade Life Extension) ProcessTMの再生原理
実機翼の強度の低下は、運転中高温・高応力下に曝されることにより、図2に示す組織変化(析出物の粗大化)と図3に見られるような微小な空洞の形成と合体が原因で起こります。粗大化した析出物を元のサイズと形状に戻すには析出物を一旦固溶し、再析出させる必要があります。しかしながら、ガスタービンの動翼に用いられる多くの超合金は、強化するための元素としてボロンや炭素といった融点を下げる効果のある元素を添加していることから、これらの元素が偏り集まった部分では融点が低下し、析出物を固溶させる温度まで上げた場合融ける危険性があり、組織を再生することはできませんでした。
図2 新翼と運転し廃却となった翼の組織
図3 運転により劣化し
発生した微小空洞
この問題を解決するため、高圧下では融点の上昇が起こるという原理を利用し、熱処理を超高圧下で行う(HIP処理)ことで、前記の元素が偏った部分を溶かすことなく組織の再生を図ることに成功しました。用いたHIP装置(図4)は圧力容器の中にヒータを配備した装置で、通常は粉末成形品・鋳造品の高密度化・欠陥除去あるいは異なる材料の接合などに用いられていますが、ここでは組織の再生に用いています。また、運転により生じる微小空洞もこの圧力により潰され、より信頼性の高い翼の提供を可能としました。図5に評価試験結果の一例を示します。廃却翼に本処理を適用することにより新翼と同等以上の寿命を有することが確認されました。
図4 1000気圧/1000℃以上の高温・
高圧下での熱処理が可能なHIP
処理炉の模式図
図5 新翼、廃却翼、再生翼の寿命評価試験結果
実プラントへの適用で生じた問題の克服
実験用の小型HIP炉を用い、再生処理条件の開発と再生の確認ができたので、さっそく実機翼を用いた実機適用検証を行いました。ここでは実機翼をそのまま、しかも一度に大量に処理できる炉を用いて行いましたが、新翼の7割程度の寿命にしか回復していませんでした。実験炉と商用炉との違いの要因分析および翼の組織調査から、大型炉では処理後の冷却速度が遅く、最適な組織になっていないことが明らかとなり、冷却速度を制御する処理技術の開発を行いました。
これまでの常識ではこの種の材料の冷却速度は速いほうが良いとされていたため、まず炉の能力一杯での冷却を試みましたが、逆に、強度は低下する結果となりました。冷却が速すぎて析出物が最適な大きさにまで成長できなかったことが原因です。そこで、実験炉の冷却速度を中心に再度検討を行い、新翼と同等以上の強度に再生可能な冷却速度を求めることに成功しました。
今後の応用範囲の拡大と社外の評価
この技術は、現在までに1100℃級のガスタービン11台、約800本の2段動翼に対し適用されました。今後3段動翼から初段動翼、更には、1300℃級ガスタービンの動翼にも広げて行く計画です。
なお、本技術は実機の現象・機構解明に基づく点で技術的にも高く評価され、社団法人日本機械学会、社団法人日本材料学会より技術賞、社団法人火力原子力協会より論文賞、社団法人発明協会より発明奨励賞他を受賞しました。