
活動事例
開発秘話
当社開発の製品や技術について、そのきっかけや開発過程のエピソードなどを紹介します。
「ジェットポンプの振動を抑制する技術」
- 振動の根本原因を断ち切る -
沸騰水型原子炉のジェットポンプとは?
原子力発電では、原子炉内で水を循環させながら、核反応の熱で水を蒸気に変換してタービンを回しています。沸騰水型と呼ばれる型式の原子炉(BWR: Boiling Water Reactor)では、図1に示すようにジェットポンプとよばれる機器を原子炉内に設置し、水を循環させています。ジェットポンプは、原子炉外に設置されている再循環ポンプから送り込まれた水を、ノズルから駆動流(高速噴流:ジェット)として吹き出し、周囲の水を吸い込みながら流量を増加させて炉心へ送り込んでいます。炉心流量は出力に大きく影響を与えるため、ジェットポンプはプラントの性能を決める重要な役割を担っています。再循環ポンプは2系統で、多くのBWRプラントではそれぞれの系統に5台のジェットポンプが繋がっており、合計10台のジェットポンプが原子炉内に設置されています。近年、北米の他社製BWRプラントのジェットポンプにおいて、振動による損傷事例が多く見つかるようになりました。ここでは、ジェットポンプの振動問題を解決する技術開発について紹介します。
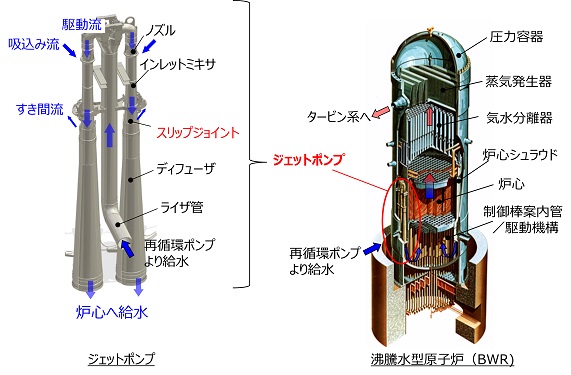
図1 原子炉内構造とジェットポンプ概要
流れで振動が起きる流体励起振動
流れにさらされている構造物には、流体励起振動と呼ばれる流れによって引き起こされる振動が発生します。流体励起振動には様々な種類があります(図2)。原子炉内機器については、設計段階から振動評価や試験を実施し、初号機については試運転時に実機の振動測定を行って健全であることを確認します。では、なぜジェットポンプの振動による損傷が多くみられるようになったのでしょうか。その主な理由は出力増加運転や運転パターンの多様化です。通常、定格出力よりも余裕を持たせてプラントは設計されておりますので、その余裕分のうち可能な範囲で出力を上げて発電量を増加させる運転が、多くの北米のプラントで実施され始めています。この運転ではジェットポンプの流量を通常運転よりも増大させることで出力を増加させるパターンもあります。また、出力の調整範囲を広げるために運転パターンも多様化し、2つの再循環系統を1系統のみで運転するパターン(1系統運転)などの特殊な運転も行われるようになりました。こうした出力増加運転や1系統運転により、通常運転では発生しない振動が発生することがわかりました。それは振動現象の中で自励振動に分類される、すき間流励起振動と呼ばれる流体励起振動でした。この振動による損傷が酷いと部品交換頻度や検査項目が増加、それに伴い定期検査によるプラント停止期間も増大することになるため、北米の電力会社のジェットポンプ振動抑制に対するニーズは非常に高まりました。
すき間流励起振動は、ジェットポンプを構成するインレットミキサとディフューザの嵌合部である、スリップジョイント(すべり継手)のすき間部の流れが原因です。このすき間流は、スリップジョイントの内外の圧力差(SJdP: Slip Joint differential Pressure)によって生じます。すき間流の流量が炉心流量に影響を与えないように、その最小すき間幅は0.15mmと1/100mmオーダーの寸法となっていますが、その僅かなすき間の流れが問題を引き起こしています。すき間流励起振動の特徴は、すき間流量がある限界値を超えると発生する大振幅を伴う振動現象です。よって、SJdPがある限界値を超えるような運転パターンとなると、スリップジョイントのすき間流を起因とした振動が発生します。
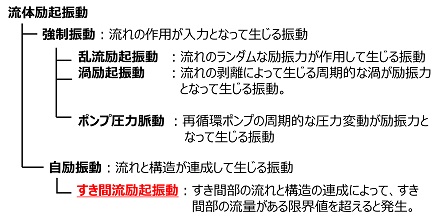
図2 ジェットポンプで想定すべき流体励起振動
ジェットポンプ振動の根本原因の排除
“とにかく振動を抑制してほしい”、これが顧客の声です。では、この振動現象をどのように抑制するか?すき間流を無くす、つまり、スリップジョイントのすき間を埋めれば良いと誰しもがはじめに考えます。しかしながら、スリップジョイントになっているのには理由があります。運転時は約280℃の高温となるため、原子炉圧力容器全体がわずかに熱変形します。ジェットポンプ自体もそれによって変形を起こすため、全てが一体で固定されていると熱応力が発生し、温度を上昇させるだけで構造に負荷がかかってしまいます。そうした熱変形を緩和するために、すき間を設けた嵌合部であるスリップジョイントが設けられているのです。このため本来の機能維持のためには、このすき間を埋めることはできません。とにかく構造的に固定すれば良いのではないかとの考えもあります。しかしながら、熱変形を逃す必要があることなどから、固定するには限界があります。競合他社ではそうした考えのもと、すき間流量をなるべく減らすような構造や、固定支持するような機構を取り付けた対策を施した例もありましたが、結局うまくいきませんでした。
そこで東芝では、すき間流励起振動のそもそもの原理を解明し、それに基づき根本原因を排除し解決策を見出すことにしました。詳細な技術内容については長くなりますので参考文献1),2),3)に委ねますが、すき間流励起振動の発生限界はすき間の流路形状に大きく依存することがわかりました。その特徴は、すき間流の流れ方向に対して流路幅が拡大していく拡大型すき間流路となっていると、流れと構造が連成して不安定となり振動が発生し易く、逆に流路幅が縮小していく縮小型すき間流路となっていると安定して振動が抑制されるというものでした。この原理を知るためには、流体と構造を連成させた理論モデルを構築し、それを解いて物理現象を理解する必要がありました。またそのモデルには仮定も入っているので、検証する試験も必要でした。その検証結果でこの理論モデルが正しいことを証明できました。縮小型すき間流路にすることで解決できることになるわけですが、現実はそう簡単にはいきませんでした。
“原理はわかったとしても実機に適用可能か?”、解決策があっても実機に適用できなければ意味がありません。すき間流路形状を変更するためには、ジェットポンプの構成部品のうち交換可能なインレットミキサの下端外側形状を変更して、実機に据え付ける必要があります。設計要求上、最小すき間幅は0.15mm以下で、その部位のすき間長さを数10mm以上確保しなければなりません。インレットミキサ下端の外径は約235mm、全長は約1.5m。この構造物を圧力容器上部の10m以上の高さから吊るしてディフューザに差し込むように据え付けます。据え付ける先のディフューザのわずかな傾きがあっても据え付けられる形状でなければなりません。さらにインレットミキサとディフューザの設計公差、ディフューザが設置されているプレートの公差等、すべての公差を考慮すると、スリップジョイント部長さが60mm以上の公差範囲を持つこともわかりました。こうした据え付け性や制約条件を考慮すると、単純に縮小型すき間流路の形状にはできず、拡大部と縮小部の両方をもつすき間流路にせざるを得ませんでした。この影響を評価し最善な流路形状を決定するためのプロセスにおいて、寸法パラメータを振って試験をするのは試験体数が膨大となり、コストと時間の観点から非現実的でした。そこで理論モデルを拡張させて複雑な流路形状でも評価をできるように評価ツールを構築し、振動抑制効果が見込まれる形状案を選定したうえで試験を実施しました。なお形状を決定する際には設計・製造部門とも十分議論を重ねる必要がありました。さらには顧客から実機データを入手する必要もありました。こうしたことを重ね、ようやくすき間流励起振動を抑制できるインレットミキサを考案しました(図3)。この振動抑制型インレットミキサは、2012年に米国プラントに適用されました。
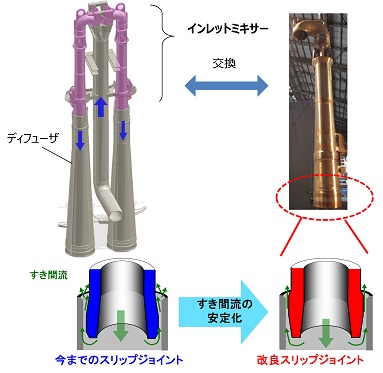
図3 振動抑制型インレットミキサ
“あらゆる運転条件でも対応できるようにしてほしい”、“なるべく費用を抑えたい”、顧客の声はさらに高まり開発も拡張していきました。それまで出力増加運転での対策に主眼を置いていましたが、先に述べた特殊運転も含めた振動抑制対応の要求が出てきました。これまではすき間流の流れ方向を、スリップジョイント内側から外側への1方向のみを考えればよかったのですが、1系統運転のような特殊運転を想定した場合、外側から内側への逆流条件でも振動を抑制できるようにする必要がありました。また振動抑制型インレットミキサは、もともと設置されているインレットミキサを新品に交換することになるので、経年劣化問題も解決できるメリットがありますが、顧客にとってはそれなりの投資コストも発生します。単に振動のリスクを減らしたい顧客からは、交換せずに何とかならないかとの声がありました。そこで図4に示すような、“スリップジョイント・エクステンション”とよばれる振動抑制機構を開発しました。原理は名称からも連想できるように、スリップジョイントのすき間流路を延長させて安定化を図って振動を抑制するもので、インレットミキサを交換せずに設置する機構です。振動抑制の原理はインレットミキサの場合と同じですが、既設のスリップジョイントにさらに流路を加えることになるので、より複雑なすき間流路形状の評価や、スリップジョイント・エクステンション自体の据え付け性も考慮に入れる必要がありました。それでも、これまでに現象の原理を追及してきたことや、設計・製造関連部門と多くの議論を重ねてきたことから、開発チームメンバー全員が一丸となって課題を乗り越え、スリップジョイント・エクステンションを完成させることができました。これにより、振動抑制型インレットミキサだけでなく、スリップジョイント・エクステンションといったジェットポンプ振動を抑えるための製品ラインナップを揃えることができました。
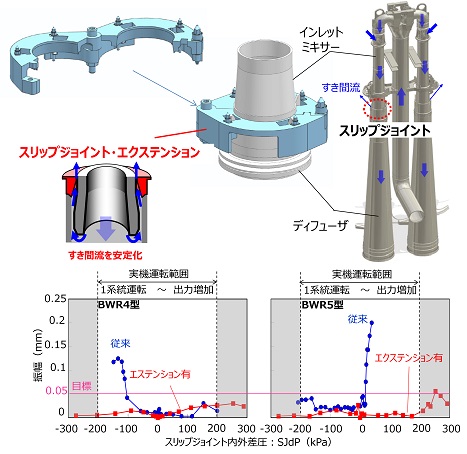
図4 スリップジョイント・エクステンションと振動抑制効果確認試験結果
組織の壁を超えたチームによる開発
新たな技術課題を解決することは、簡単なことではありません。なぜ振動してしまうのか、その原理は何なのか、とことんまで”なぜ(理由)”を追求しないと解決できない課題が多くあります。そして、“なぜ”がわかると、次に”どのように(解決策)”が見えてきます。そして最後には”もの(製品)”が完成していきます。ただしこのプロセスは、関係する全ての人達と議論を重ね意見を吸い上げ、メンバー全員が同じ目標に向かって進むことで初めて成り立ちます。それには“なぜ”の部分を、開発だけでなく、設計・製造、プロジェクト取纏め役から営業まで、組織を超えて共有する必要があります。開発者は独りよがりにならずにチームの他メンバーに技術の内容を理解してもらうとともに、他メンバーからの情報を理解する必要があります。苦労がないと言えば嘘になりますが、こうして完成した製品が実機に適用されたときの達成感や喜びは忘れることはできません。そして不思議なことに苦労した思い出が楽しい思い出に変わり、また新たな開発意欲が芽生えてくるのです。
今後も、妥協することなく“なぜ”を追求することで、お客様に技術で驚きと感動が届けられるように、開発に取り組んでいきたいと思います。
参考文献
1) M.Watanabe, A.Sayano, K.Kinugasa, H.Mori, and T.Hagiwara, 2013, “Improvement of Jet Pump Inlet Mixer in Boiling Water Reactor for Mitigating Flow-Induced Vibration and Fouling”, Proceeding of the ASME 2013 Pressure Vessels and Piping Division Conference, PVP2013-97235.
2) M.Watanabe, K.Kinugasa, H.Adachi and H.Mori, 2014,”Flow-Induced Vibration Suppression of Jet Pump in Boiling Water Reactor by Slip Joint Extension, Proceedings of the 2014 22nd International Conference on Nuclear Engineering, ICONE22-30700.
3) “Flow-Induced Vibration Suppression of Jet Pump in Boiling Water Reactor”, E-Journal of Advanced Maintenance, New Technology, Vol.7, No.1, NT70.