
活動事例
開発秘話
当社開発の製品や技術について、そのきっかけや開発過程のエピソードなどを紹介します。
発電機器用樹脂軸受
- 油/水潤滑軸受技術、樹脂と金属の接合・接着技術開発 -
樹脂を用いた油潤滑軸受の開発
資源エネルギーの有効活用、安定な電力供給を確保するため、発電機器の発電効率、信頼性の向上に取組んでいます。水力発電機器に使用される各種軸受(図1)の摩擦損失低減、耐久性向上を図ることが重要ですが、従来のホワイトメタル(錫(Sn)-銅(Cu)-アンチモン(Sb))軸受では、材料性能に限界があります。
従来、樹脂は耐摩耗性や機械的性質が金属に比べて不足しており、機械部品である軸受には使用されていませんでした。四ふっ化エチレン(PTFE)は高分子材料のなかで最も摩擦係数が低く、耐焼付き性に優れているという特徴を持っていますが、機械的性質、耐摩耗性が劣ります。そこで、充填剤の添加により、改善することを検討しました。その結果、ガラス繊維と二硫化モリブデン(MoS2)の添加がそれらの弱点を改善できることを見出し、軸受材料として使用可能な樹脂を開発できました。
軸受材料として使用可能な樹脂は開発できましたが、PTFEと台金を接合する軸受製造過程において、PTFEと金属の熱膨張係数の差による剥離が課題となりました。
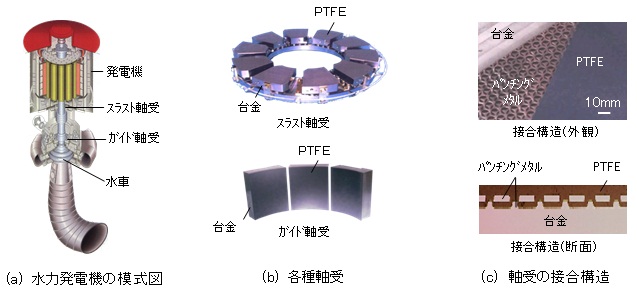
図1 水力発電機の模式図と各種軸受
ガイド軸受では、図2に示すように、半円筒形軸受があります。軸受構造から、曲面接合であり、分割数が少なく、面積が大きいため、熱歪みが大きく、剥離しやすい課題があります。製造過程において、鋼球からなる中間層を介した接合では、鋼球同士および鋼球と台金の焼結が完結する前に、重力方向に落下し、所定の形状と厚さの中間層を得ることができませんでした。そこで、中間層を2枚のパンチングメタルとすることで、作業性を改善しました。パンチングメタル1枚では、接合面法線方向の剥離応力に対して、抗力を持たないことに対し、2枚のパンチングメタルからなる三次元の多孔質構造がアンカー効果を奏することができました。
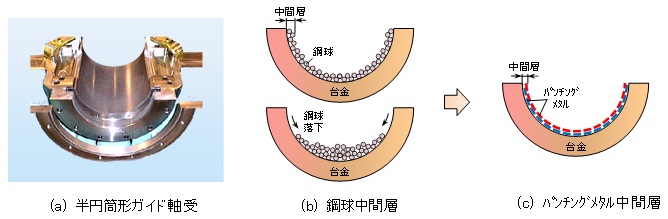
図2 ガイド軸受の接合構造
また、金型を用いてPTFEを成形する油圧プレス法では、図3に示すように、パンチと台金の曲率調整が困難で、均一な厚さと成形密度のPTFE層を得ることができませんでした。そこで、円筒状の中子を用いて、水を圧力媒体として、内側から加圧する静水加圧(Cold Isostatic Press: CIP)法を採用しました。しかし、このプロセスの適用にも数多くの技術課題がありました。ゴムチューブを介して、数十MPaの高圧水でPTFEの粉体を中間層の空孔に含浸させて、PTFE層を成形する過程では、均一なPTFE充填状態を加圧成形まで維持することが難しく、また、空気が残留したことで、膨れや破裂が発生し、封着部位が破壊することで高圧水が侵入することもありました。そこで、プロセス中の真空引きや加熱硬化条件などを見直しながら、一つずつ技術課題を克服することで製造技術を完成しました。
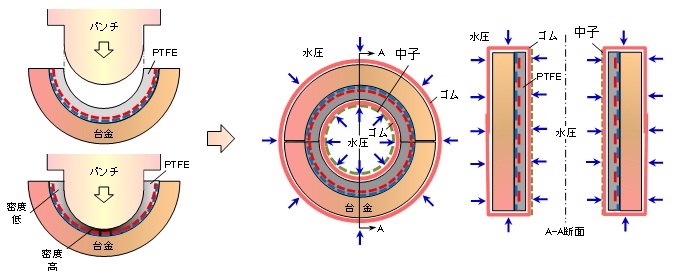
図3 ガイド軸受の静水加圧法
以上のような材料開発と製造技術の確立により、1994年、国内で初めて樹脂軸受(油潤滑)を水力発電機器に適用し、これまで300台以上の実績があり、高い軸受性能と信頼性が実証されて、発電効率、信頼性向上に貢献しました。
水潤滑軸受の開発
近年、河川に近い水車ガイド軸受の潤滑油が河川へ流出する等の環境負荷が懸念され、油潤滑に代わり水で潤滑する軸受の採用が求められています。しかし、水の動粘度(~1mm2/s)が油の動粘度(~50mm2/s)より遥かに低いため、運転中、十分な厚さの潤滑膜が膜形成されず、材料が直接接触することで、激しく摩耗損傷する可能性がありました。
一方、油潤滑軸受として開発をしたPTFEは水潤滑環境では、相手部材表面への転着による潤滑効果が得られず、軸受材料の自己潤滑性能をもたらす材料設計が不可欠でした。そこで、摩耗メカニズムと各種充てん材の耐摩耗性と潤滑性能を把握するために、充填剤の種類や配合量、使用条件(面圧、速度、温度、表面状態など)を変えて、繰り返し摩擦・摩耗試験を行いました。
その結果、水潤滑環境において、優れた耐摩耗性の炭素繊維(Cf)-チタン酸カリウム(KTiO)ウイスカー/PTFEと低摩擦係数の炭素繊維-MoS2/PTFE軸受材料を開発しました(図4、5)。中でも、炭素繊維-MoS2/PTFEは低面圧(~2MPa)の使用条件で著しく低い摩擦係数を持つことを見出しました。
炭素繊維は機械的性質、耐摩耗性の向上、チタン酸カリウムウイスカーはPTFE母材の塑性流動の抑制に寄与しています。また、炭素繊維、MoS2は共に層状の結晶構造を有し、層間は弱いファンデルワール(Van der Waals)結合であるため、容易にすべりが生じ、摩擦抵抗の低減に寄与しています。
この炭素繊維-チタン酸カリウムウイスカー/PTFEを水車ガイド軸受に適用しました(図6)。これまで、9台の実績があり、順調に営業運転を継続しています。現在、炭素繊維-MoS2/PTFEからなる軸受のさらなる高性能化を図るとともに、海流発電などのその他の発電機器への適用も検討しています。
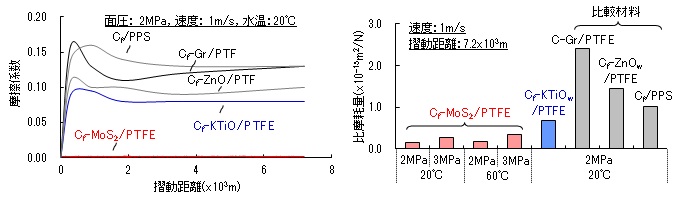
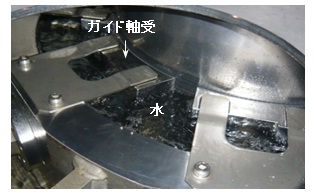
図6 水潤滑軸受の外観
軸受の新製造プロセス/PTFEの接着技術
上で述べたようにPTFEは表面張力が小さく、接着剤とのぬれ、反応性が悪いため、他の材料と接着することが困難とされていますが、パンチングメタルからなる中間層を介した機械的なアンカー効果を利用し、PTFEと台金と接合してきました。さらに、製造コスト削減と工程時間短縮を実現するため、中間層なしでPTFEを台金と接着する技術開発に挑戦しました。
先ず、ガラス繊維ヤーン(束)からなるクロスをPTFE板材の接着面側に埋設するように一体成形した後、エポキシ系接着剤をガラス繊維ヤーンに含浸させながら台金と接着する技術を開発しました(図7)。PTFE板材と一体化したガラスクロスの繊維ヤーンに含浸した接着剤が剥離に対するアンカー効果を発揮すると共に、樹脂(PTFE、接着剤)、金属(台金)、セラミックス(ガラス繊維)の順に熱膨張係数が小さいため、PTFE、接着剤とガラス繊維を含む接着層(図7)がPTFEと台金の中間の熱膨張係数を有し、両者の熱歪みを緩和します。その結果、従来のパンチングメタル接合方式と同等以上の接合強度を確保することができました。
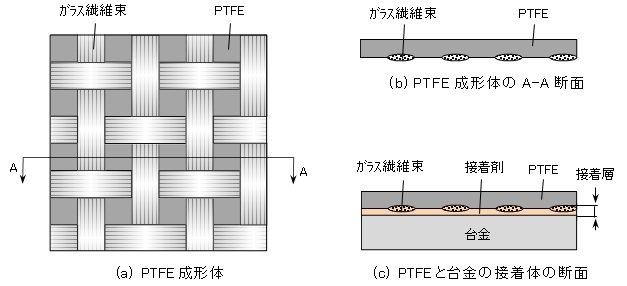
図7 PTFEと台金の接着技術
尚、樹脂を用いた油潤滑軸受の開発技術は、水力発電機器の発電効率向上により、資源エネルギーの有効活用に貢献したことが評価され、社団法人日本トライボロジー学会・技術賞、財団法人素形材センター・技術賞、日本エネルギー学会賞・技術賞、ターボ機械技術・技術賞他を受賞しました。