

導入事例・ユースケース
素材、医薬品、自動車部品、電子部品などの製造業での導入事例とユースケースを通じて、現場のニーズに応じた柔軟なシステム構成と導入プロセス、検査自動化による効果などを紹介します。
※ユースケースに記載されている検査対象物の画像は、一部AI技術を活用して作成されたイメージです。実際の内容とは異なる場合がありますが、イメージの参考としてご覧ください。
東芝ライテック様 導入事例のご紹介
既存の外観検査装置に適用し未知の不良検出を短期間で実現可能に
徹底した検査体制を整備してきた車載用ソケットLEDの製造ラインにおいて、想定外の未知の不良が発生。導入していたルールベースの自動外観検査装置では拡張が難しく、またどこまでチェック領域を広げていけばいいのかについて正解を導き出すのも困難だった。
既存の検査装置と組み合わせてMeister Apps AI画像自動検査パッケージを導入・運用することで、検出精度の目標値95%を達成。未知の不良も検出できる環境整備によって、確実かつ高精度な生産体制を実現し、顧客の信頼感の醸成を促進。ルールベースでの導入と比較して短期間でのシステム実装が可能になった。
※クリックするとフォームが立ち上がります。
お申し込みいただいたお客様の個人情報は、暗号化され保護されます。

※クリックするとフォームが立ち上がります。
お申し込みいただいたお客様の個人情報は、暗号化され保護されます。
業種別の欠陥検出例
欠陥検出例(詳細ページに各ユースケースの欠陥検出例の写真が掲載されています)






素材
過検出された画像を学習し、最適な閾値で再判定
ウェブ外観検査装置で検出された過検出画像から欠陥の特徴を機械学習し、最適な閾値で再判定を行うことで不要な検出を低減します。これにより、真の欠陥のみを抽出し、検反工程など目視確認の工数削減と安定した良否判定を実現します。
対象欠陥例
黒点 スジ 汚れ 穴 異物

欠陥の特徴を分類し、欠陥分類ごとに最適な閾値を設定
ウェブ外観検査で欠陥ごとに閾値の設定が必要なものについて、欠陥の特徴を機械学習で分類し、それぞれに最適な閾値を設定することで、過検出や見逃しを抑制します。これにより、判定の精度と安定性が向上し、品質管理の信頼性を高めます。
対象欠陥例
スジ キズ 汚れ

医薬品
錠剤の表面状態の特徴から、品種ごとの最適な閾値を自動設定
錠剤の外観検査で従来は手作業で行っていた煩雑な検査条件の設定を、良品学習技術により自動化。錠剤の表面状態の特徴を解析し、最適な閾値を導出することで、品種追加時の手間を削減します。短時間で高精度な判定が可能となり、安定した品質管理と検査工程の効率化を実現します。
対象欠陥例
黒点 異物付着 割れ 欠け

自動車部品
画像処理技術により、鍛造品の複雑な表面も正確に判定
鍛造品に特有の加工跡や素材のばらつきがある製品の表面を、画像処理技術を活用してノイズの影響を抑えることにより高精度に判定。複雑で不均一な表面状態でも欠陥と加工痕を的確に識別し、安定した外観検査を実現します。従来の目視検査では困難だった領域にも対応し、品質管理の信頼性と効率を向上させます。
対象欠陥例
打痕 キズ

射出成型品の微細なヒケを、画像処理技術により高精度に検出
射出成型品に特有のヒケ欠陥を、画像処理フィルタリング技術を活用することで、微細な凹みも高精度に検出。従来の目視検査では見落とされがちな欠陥も、安定した良否判定を自動的に行うことで、より確実に抽出し、品質管理の信頼性と効率を向上させます。
対象欠陥例
キズ シルバー ヒケ

光沢部品の微細な傷や凹みを、光学系ノウハウで検出
光沢のある金属部品で反射や映り込みが原因で検出が困難になる欠陥を、光学調整と画像処理技術を組み合わせることで、ノイズの影響を最小限に抑え、微細な傷や凹みを高精度に抽出。高反射素材においても、安定した外観検査を実現し、品質管理の信頼性と効率を向上させます。
対象欠陥例
スジ 打痕 異物付着

電子部品
良品画像1枚で多数の検査箇所を一括検査
検査箇所が多数ある製品の外観検査を、良品画像を学習するだけで、検査領域全体にわたり一括で実施。複雑な設定作業を省略できるため、検査立ち上げを短時間で実現し、生産効率の向上と不良品の低減に貢献します。
対象欠陥例
キズ 打痕 割れ 欠け


AIとルールベース判定を融合し、複雑な欠陥判定処理を効率化
検査項目が多岐にわたる製品の複雑な欠陥の判定処理を、AIによる学習とルールベースの判定ロジックを組み合わせることで効率化。多様な欠陥パターンに柔軟に対応しながら、見逃しを抑制し安定した外観検査を実現。品質管理の信頼性と作業負荷の軽減に貢献します。
対象欠陥例
端子面 端子裏 端子傾斜 樹脂部汚れ 樹脂部異物

システム構成例
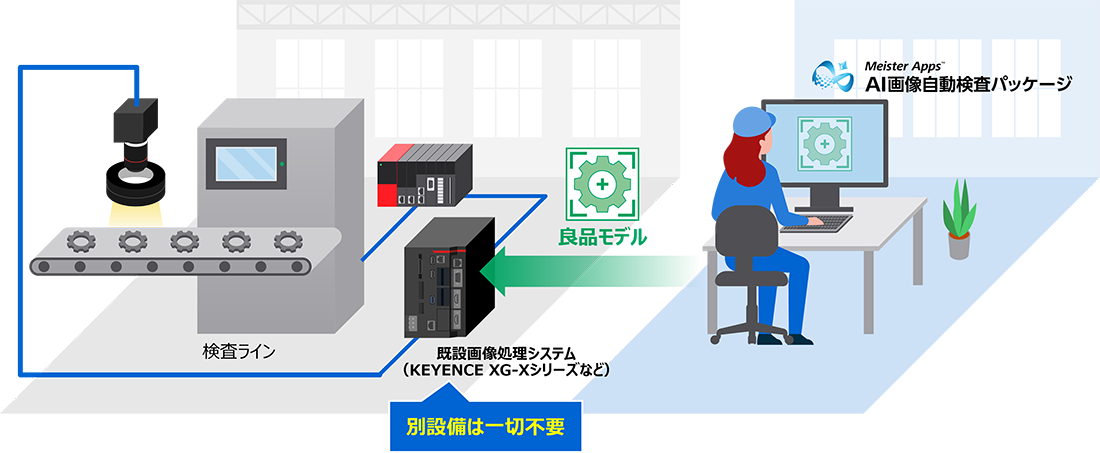
既存の外観検査システムを活用
新規の外観検査システムを導入
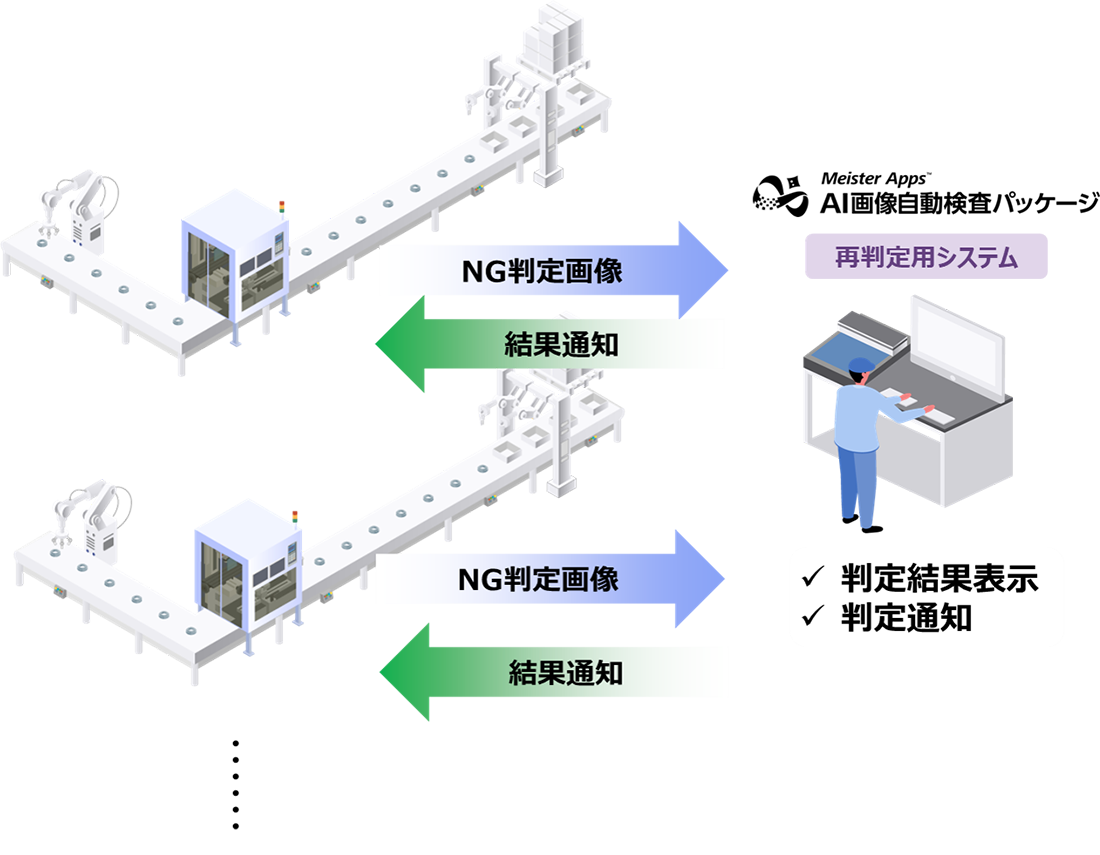
既存の外観検査システムへの後付け
欠陥の再判定機能を後付けし、過検出や確認作業を低減
既存の外観検査装置に、後付けで欠陥の再判定機能を適用することで過検出を抑制し、オペレータの確認作業を低減。複数台の検査機を掛け持ちする現場でも、無駄な生産ラインの停止を防ぎ、稼働率を改善します。
キーエンス製XG-Xとの組み合わせ
良品モデル判定を組み合わせ、検査の設定工数を大幅に削減
キーエンス製画像処理システム(XG-X)とMeister Apps AI画像自動検査パッケージの良品モデル判定を組み合わせて使うことで、多くの時間や労力がかかるルールベースによる欠陥検出ロジックや判定ルールの設定作業を効率化。専門知識が無くても設定が可能になり、設定作業の工数を大幅に削減します。

形状画像の良品学習を組み合わせ、凹凸のある欠陥を効率的に検出
キーエンス製画像処理システム(XG-X)による高精度な撮像画像(形状画像等)の良品画像をMeister Apps AI画像自動検査パッケージで学習させることで、凹凸のある複雑な欠陥判定を自動化。反射や陰影の影響を抑えつつ、安定したOK/NG判定を実現。既存の撮像環境を活かしながら、検査精度と運用効率を向上させます。

元画像
打ち込み不良例

判定結果例

画像処理ライブラリHALCONベースでのシステム構築
射出成型品、金属部品、電子部品など多様な製品に対応可能な画像処理ライブラリ HALCON※1をベースに、Meister Apps AI画像自動検査パッケージの学習・判定機能をDLLとして提供することで組み込んで外観検査システムを構築。新規導入までの時間を大幅に短縮するとともに、個別のニーズに応じたカスタマイズも可能な柔軟かつ拡張性の高い外観検査システムの構築を支援します。また、HALCONの豊富なフィルタ・特徴抽出・分類機能と連携することで、複雑な欠陥も高精度に検出します。

※1 HALCON:MVTec Software社が提供する画像処理ライブラリおよびその開発環境


